





صفحه HMI لبه جسبان یا پنل دستگاه به منظور کنترل دستگاه استفاده میشود. پنل شامل قسمتهای مختلف میباشد که در شکل زیر تمامی قسمتها نشان داده شده است.

صفحه HMI لبه جسبان
صفحه HMI لبه جسبان شامل قسمتهای مختلف میباشد که در شکل بالا نشان داده شده است. هر یک به صورت اختصار در ادمه توضیح داده میشود.
POWER: وظیفه روشن شدن صفحه مانیتور را بر عهده دارد.
LAMP: وظیفه روشن شدن لامپها را بر عهده دارد.
HEATER: روشن شدن ترموستات مخزن چسب را برعهده دارد.
مترخوان: مقدار متراژ نوار لبه مورد استفاده را مشخص می کند.
نمایشگرتنظیم دمایی یا ترموستات: دمای مخزن چسب را تنظیم میکند. وظیفه روشن و خاموش شدن المنت ها را بر عهده دارد.
مانیتور دستگاه:
کنترل قسمتهای مختلف دستگاه برعهده مانیتور میباشد. با کلیک بر روی گزینه MENU پنچ قسمت زیر نمایان میشود.

با کلیک بر روی BOOT SCREEN صفحه اصلی آمده که در آن نوع دستگاه و آدرس شرکت پدیدار میشود.
با کلیک بر روی CONTROL INTERFACE قسمت کنترل دستگاه پدیدار شده که در شکل زیر نمایی از این قسمت نشان داده شده است.
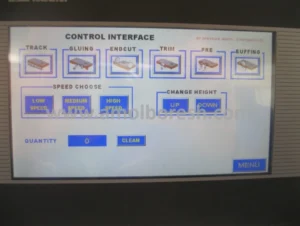
برای فعال سازی قسمتهای مختلف دستگاه از این قسمت استفاده میشود. با کلیک بر روی هر کدام از علایم آن بخش فعال میشود. که در ادامه توضیح داده میشود.
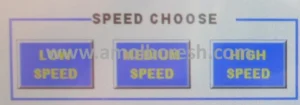
TRACK: با کلیک بر روی این گزینه نوار نقاله شروع به حرکت میکند. (توجه داشته باشید برای حرکت نوار نقاله به دلیل اینکه درجه حرارت به اندازه کافی بالا نرفته باشد در ابتدای کار، دستگاه آلارم داده و حرکت نمیکند.). نوار نقاله با سه سرعت مختلف میتواند حرکت کند. که LOW SPEED سرعت پایین و MEDIUM SPEED سرعت متوسط و HIGH SPEED سرعت بالا میباشد. در شکل زیر محل قرارگیری آن نشان داده شده است:
:GLUING
با کلیک بر روی این دکمه روی صفحه HMI لبه جسبان باعث فعال شدن واحد چسب میشود. نحوه فعال شدن نیز در قسمت چسب توضیح داده شده است. نکته قابل توجه این است که اگر دما به حدنصاب نرسیده باشد، این قسمت فعال نمیشود. همچنین تا زمانی که درجه حرارت بالا و ترموستات فعال میباشد این قسمت باید روشن بوده تا از راکد بودن و سوختن چسب جلوگیری به عمل آید.
END CUT: با کلیک بر روی آن قسمت فرز سر و ته زن فعال میشود.
TRIM: با کلیک بر روی آن قسمت پرداخت فرز بالا و پایین روشن میشود.
PRE: با کلیک بر روی آن، قسمت پیش فرز روشن میشود.
BUFFING: با کلیک بر روی آن، قسمت پولیش روشن میشود.
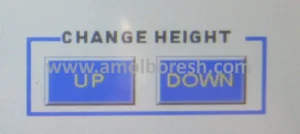
با توجه به اینکه فک به صورت برقی بالا و پایین میرود. برای این کار در قسمت CHANGE HEIGHT با کلیک بر روی UP فک به سمت بالا و DOWN فک به سمت پایین حرکت میکند. نکته قابل توجه این است که در ابتدا اگر برق متصل شده و با کلیک بر روی UP فک به سمت پایین حرکت کند، با جابجایی دو سیم برق از سه فاز این جهت دوران این مشکل رفع میشود. در شکل زیر محل جابجایی فک نشان داده شده است.
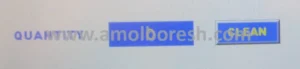
Quantity:
تعداد قطعات که وارد دستگاه میشود را شمارش میکند. با کلیک بر روی CLAEN تعداد شمارشها صفر میشود. در شکل زیر نیز لین قسمت نشان داده شده است.
ALARM RECORD
با کلیک بر روی این قسمت، در صورت وجود آلارم در دستگاه، نوع آلارم نشان داده میشود. در شکل زیر نمایی از این قسمت نشان داده شده است.

در قسمت بالا به خط قرمز نوع آلارم اشاره شده است. برای برخی از آلارمها راهنمای رفع آلارم نیز اشاره شده است که در ادامه توضیح داده شده است. در قسمت پایین زمان بوجود آمده آلارم نیز اشاره شده است.
خطاهای لبه چسبان
Low temperature alarm
برای پایین بودن دما میباشد. با کلیک بر روی GO میتوان به صفحهای رفت تا برخی از نکات مربوط به این آلارم چک شود.

End trimming alarm

Emergency stop alarm

Low Air pressure alarm

PARAMETER SETTING
در دستگاه برای انجام هر مرحله مدت زمان شروع و پایان نیاز میباشد. برای شروع هر مرحله نیاز به زمان شروع میباشد. برخی از زمان شروعها بوسیله میکروسوییچها انجام میشود. با توجه به اینکه نمی توان میکروسوییچ زیادی استفاده نمود برخی از زمانهای شروع به وسیله PLC تنظیم میشود. در شکل زیر نمایی از این صفحه نشان داده شده است.

برای هر ایستگاه زمانها با توجه به سرعت حرکت نوار نقاله تنظیم شده است. این زمانها به هیچ وجه نباید تغییر کند.